
在精密制造與電子組裝領(lǐng)域,激光焊接已成為高精度、低損傷的主流連接技術(shù)。但很多人分不清激光錫焊、激光釬焊、激光金屬焊的差異,選型時(shí)容易混淆。今天就從原理、場(chǎng)景到核心優(yōu)勢(shì),把這三種工藝講透徹,同時(shí)帶大家了解松盛光電恒溫激光錫焊為何能成為精密電子焊接的優(yōu)選方案。
一、什么是激光焊接?
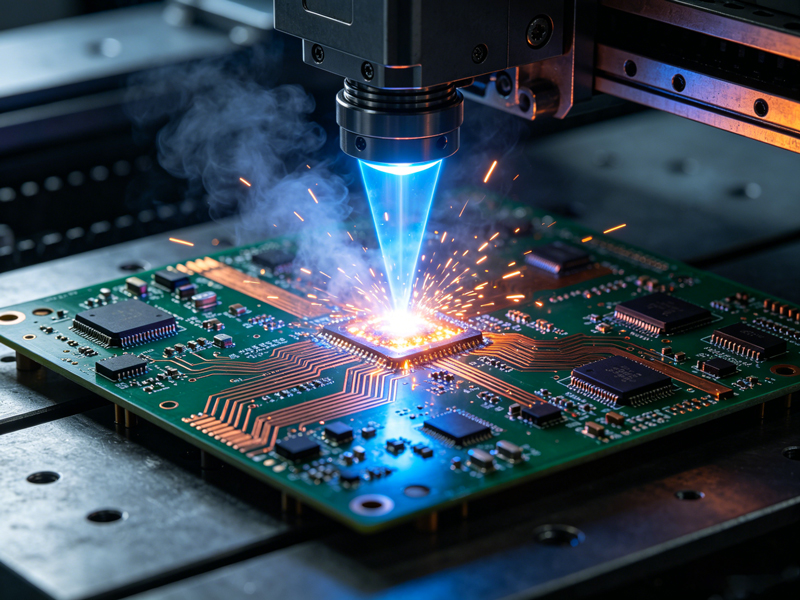
激光焊接是以高能量密度激光束為熱源,聚焦于材料表面或內(nèi)部,通過熔化材料實(shí)現(xiàn)連接的非接觸式焊接技術(shù)。它熱影響區(qū)小、變形少、精度高,可適配金屬、合金及部分非金屬材料,廣泛用于電子、汽車、航空航天、醫(yī)療器械等領(lǐng)域。根據(jù)焊接原理與材料,激光焊接主要分為激光錫焊、激光釬焊、激光金屬焊三類,核心差異在于“是否熔化母材”與“焊料特性”。
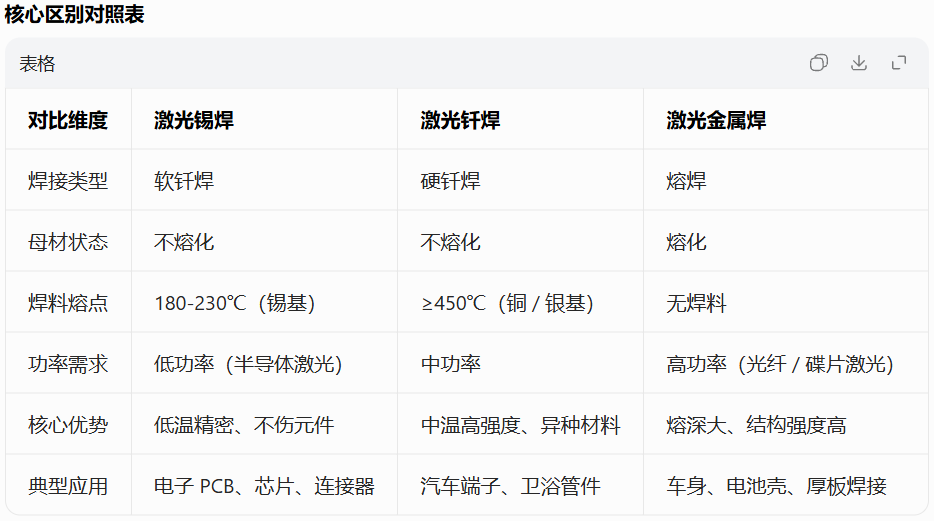
二、三種激光焊接工藝的核心區(qū)別
1. 激光錫焊(軟釬焊,電子精密焊接首選)
原理:不熔化母材,只熔化低熔點(diǎn)錫料(錫膏、錫絲,熔點(diǎn)180-230℃)。激光能量聚焦于錫料,使其熔融后通過毛細(xì)作用填充元件與基板間隙,冷卻形成機(jī)械與電氣連接。
特點(diǎn):低功率、低溫、熱影響區(qū)極小,保護(hù)熱敏元件與精密基板。
適用場(chǎng)景:PCB板、FPC柔性板、芯片引腳、連接器、微型傳感器等電子元器件焊接。
2. 激光釬焊(硬釬焊,異種材料/中溫連接)
原理:與錫焊同屬釬焊,母材不熔化,熔化熔點(diǎn)450℃以上的硬釬料(如銅基、銀基合金)。激光加熱釬料至熔融,浸潤(rùn)母材表面實(shí)現(xiàn)連接。
特點(diǎn):中溫、強(qiáng)度高于錫焊,可焊接異種金屬(銅-鋁、鋼-銅)。
適用場(chǎng)景:汽車零部件、衛(wèi)浴管件、新能源端子、硬質(zhì)合金刀具等。
3. 激光金屬焊(熔焊,高強(qiáng)度結(jié)構(gòu)連接)
原理:直接熔化母材(鋼、鋁、銅等),高能激光束(功率密度≥10?W/cm²)聚焦形成熔池,冷卻后原子級(jí)冶金結(jié)合,無需額外焊料。
特點(diǎn):高功率、深熔深、強(qiáng)度高,熱影響區(qū)相對(duì)較大。
適用場(chǎng)景:汽車車身、動(dòng)力電池殼體、航空結(jié)構(gòu)件、厚板金屬拼接等。
三、松盛光電恒溫激光錫焊:精密電子焊接的“穩(wěn)定器”
在電子制造向微型化、高密度、熱敏化發(fā)展的今天,傳統(tǒng)激光錫焊易出現(xiàn)溫度波動(dòng)大、燒板、虛焊、定位偏差等問題。松盛光電深耕激光光學(xué)與精密焊接多年,自研恒溫激光錫焊系統(tǒng),從溫控、定位、光學(xué)、穩(wěn)定性四大維度,解決行業(yè)痛點(diǎn),成為高端電子焊接的可靠選擇。
1. 閉環(huán)恒溫控制,±5℃精準(zhǔn)控溫,杜絕燒板與虛焊
傳統(tǒng)激光錫焊靠固定功率輸出,易因材料差異、環(huán)境波動(dòng)導(dǎo)致溫度忽高忽低,要么溫度過高燒損PCB或熱敏元件,要么溫度過低導(dǎo)致虛焊、假焊。
松盛光電恒溫激光錫焊搭載實(shí)時(shí)紅外測(cè)溫+PID自整定閉環(huán)控制系統(tǒng),激光、測(cè)溫、CCD三點(diǎn)同軸,測(cè)溫點(diǎn)即焊接點(diǎn),響應(yīng)速度≤40μs。焊接過程中實(shí)時(shí)采集焊點(diǎn)溫度,動(dòng)態(tài)調(diào)節(jié)激光功率,將溫度波動(dòng)控制在±5℃,全程恒溫焊接。既能保證錫料充分熔融浸潤(rùn),又能徹底避免熱損傷,磁芯、漆包線等熱敏部件損傷率<1%,焊接良率穩(wěn)定在95%以上。
2. 微米級(jí)視覺定位,四點(diǎn)同軸,適配0.2mm超細(xì)焊點(diǎn)
隨著PCB焊盤間距縮小至0.2mm甚至更小,傳統(tǒng)焊接易出現(xiàn)定位偏移、能量誤射損傷周邊線路的問題。
松盛光電恒溫激光錫焊采用激光+CCD+測(cè)溫+指示光四點(diǎn)同軸設(shè)計(jì),光斑與視覺定位完全重合,無需反復(fù)校準(zhǔn),對(duì)位誤差≤±0.003mm。最小光斑可達(dá)20-50μm,可精準(zhǔn)適配0.15mm超細(xì)焊盤與微型元件引腳焊接。同時(shí)支持視覺自動(dòng)定位,彌補(bǔ)PIN針微小偏差,批量生產(chǎn)一致性強(qiáng),無需人工反復(fù)微調(diào)。
3. 低功率半導(dǎo)體激光+超精密光學(xué),熱影響區(qū)極小
電子元器件(如FPC柔性板、攝像頭馬達(dá)、微型傳感器)對(duì)熱量極度敏感,過熱易導(dǎo)致銅箔剝離、元件失效。
松盛光電恒溫激光錫焊采用976/980nm半導(dǎo)體激光器,峰值功率低,適配錫料低熔點(diǎn)特性,避免高功率激光的熱沖擊。搭配光學(xué)整形技術(shù),光斑能量分布均勻,熱影響區(qū)控制在微米級(jí),厚度<0.2mm的FPC板銅箔剝離率<0.1%。送絲機(jī)構(gòu)小巧緊湊,適配0.5-1.2mm錫絲,送絲順暢,錫料供給誤差≤±3%,利用率高達(dá)95%以上,有效避免橋連與錫料浪費(fèi)。
4. 模塊化設(shè)計(jì)+全制程追溯,適配自動(dòng)化量產(chǎn)
松盛光電恒溫激光錫焊系統(tǒng)采用全模塊化設(shè)計(jì),光學(xué)、運(yùn)動(dòng)、送絲、溫控單元獨(dú)立集成,占地空間小,散熱良好,維護(hù)簡(jiǎn)單,耗材少,大幅降低使用成本。支持多組溫度曲線編程,同一程序可調(diào)用不同曲線焊接不同點(diǎn)位,適配無鉛錫、低溫錫等多種焊料。焊接過程中實(shí)時(shí)記錄溫度曲線與參數(shù),全制程可追溯,滿足汽車電子、醫(yī)療電子等行業(yè)的質(zhì)量管控要求。

四、總結(jié):選對(duì)工藝,用對(duì)方案
激光錫焊、釬焊、金屬焊沒有優(yōu)劣之分,核心看焊接材料、強(qiáng)度需求、精度要求:電子精密件選激光錫焊,異種材料中溫連接選激光釬焊,高強(qiáng)度結(jié)構(gòu)件選激光金屬焊。
而在激光錫焊領(lǐng)域,松盛光電恒溫激光錫焊系統(tǒng)憑借閉環(huán)恒溫控溫、微米級(jí)定位、低熱影響、高穩(wěn)定性四大核心優(yōu)勢(shì),完美適配高密度PCB、熱敏元件、微型器件的焊接需求,助力企業(yè)提升良率、降低成本、實(shí)現(xiàn)自動(dòng)化量產(chǎn)。
手機(jī)/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號(hào)  鄂公網(wǎng)安備42018502002217號(hào)
鄂公網(wǎng)安備42018502002217號(hào)
武漢松盛光電專注于振鏡同軸視覺光路系統(tǒng),光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調(diào)節(jié)焊接頭,方形光斑焊接頭,塑料焊接等激光產(chǎn)品的生產(chǎn)銷售及提供激光錫焊塑料焊應(yīng)用解決方案。


